



Pengenalan kepada PETG Blow Molding
Apakah PETG?
PETG (Polyethylene Terephthalate Glycol) ialah sejenis poliester termoplastik, terkenal dengan kejelasan yang sangat baik, ...
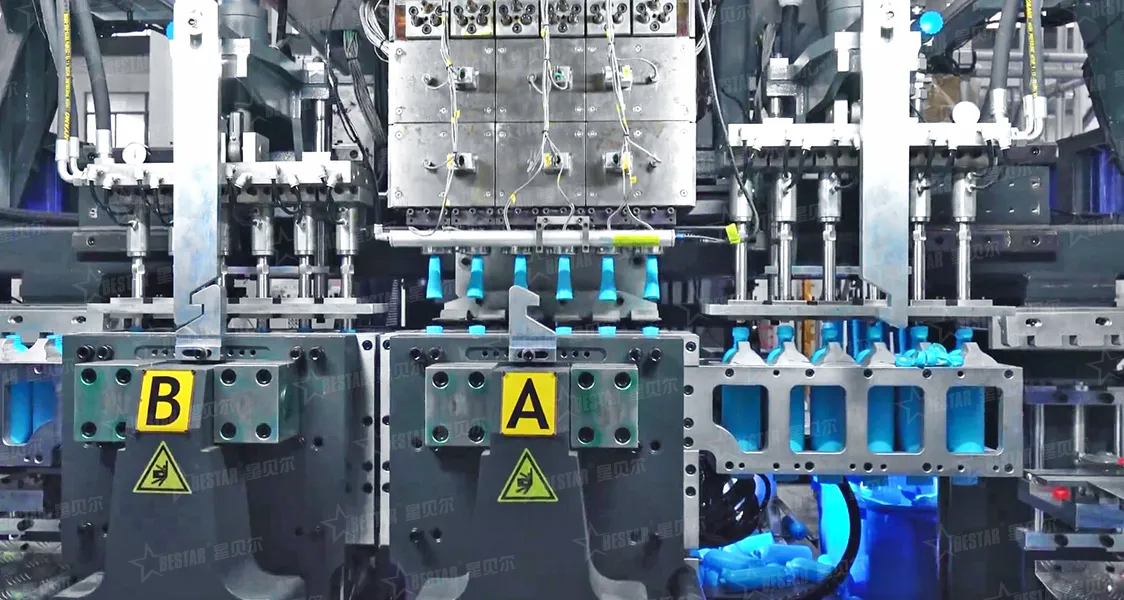
Pengacuan tamparan penyemperitan adalah proses pembuatan yang digunakan secara meluas untuk mencipta bahagian plastik berongga. Mesin pengacuan tamparan yang biasa digunakan untuk menghasilkan bekas seperti botol, jerigen, dram dan komponen automotif seperti tangki bahan api dan saluran saluran.
Pengplastisan dan Penyemperitan Parison:
1. Bahan Mentah: Resin plastik (biasanya dalam bentuk pelet atau butiran) disuap daripada corong ke dalam penyemperit.
2. Extruder: Extruder terdiri daripada tong yang dipanaskan dengan skru berputar di dalamnya. Semasa skru berputar, ia membawa plastik ke hadapan, mencairkannya melalui ricih dan pemanasan luaran, dan menghomogenkan plastik cair (cair).
3. Kepala Die: Plastik cair kemudian dipaksa melalui kepala dadu, yang membentuknya menjadi tiub berongga yang dipanggil parison. Kepala die boleh direka bentuk untuk mengawal ketebalan dinding parison (pengaturcaraan parison) untuk memastikan ketebalan dinding yang lebih seragam dalam produk akhir, terutamanya untuk bentuk yang kompleks.
Pengapit Parison:
1. Parison diekstrusi ke bawah, tergantung menegak (dalam kebanyakan tetapan biasa).
2. Acuan dua bahagian (dengan rongga berbentuk seperti produk yang diingini) menutup sekeliling parison, mencubit satu hujung (biasanya bahagian bawah) dan menutupnya. Bahagian atas parison tetap terbuka dan disambungkan ke kepala die atau dipegang oleh acuan.
Tiupan dan Inflasi:
1. Pin pukulan (atau jarum) dimasukkan ke dalam hujung terbuka parison (selalunya melalui kepala die atau bukaan berasingan dalam acuan).
2. Udara termampat disuntik melalui pin pukulan, mengembang parison yang lembut dan cair.
3. Tekanan udara memaksa plastik mengembang dan mengambil bentuk rongga acuan.
penyejukan:
1. Plastik, kini ditekan pada dinding acuan yang agak sejuk, mula menyejuk dan memejal.
2. Acuan biasanya dilengkapi dengan saluran penyejukan di mana penyejuk (seperti air) beredar untuk mempercepatkan proses ini.
3. Masa penyejukan yang mencukupi adalah penting untuk memastikan bahagian itu mengekalkan bentuknya apabila dikeluarkan.
Pembukaan dan Pelepasan Acuan:
1. Apabila bahagian telah cukup sejuk dan pepejal, acuan akan terbuka.
2. Bahagian berongga yang telah siap dikeluarkan dari acuan, selalunya dengan bantuan pin ejektor atau letupan udara.
Pemangkasan (Deflashing):
1. Proses ini biasanya meninggalkan bahan berlebihan, yang dikenali sebagai kilat, di mana acuan mencubit separuh bahagian parison (atas dan bawah, dan kadangkala di sekeliling pemegang).
2. Denyar ini perlu dipangkas. Pemangkasan boleh dilakukan secara manual, separa automatik atau automatik sepenuhnya sebagai sebahagian daripada barisan pengeluaran. Denyar yang dipangkas sering dikitar semula dan dikitar semula ke dalam proses.
